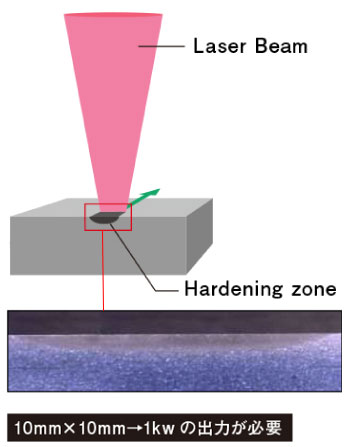
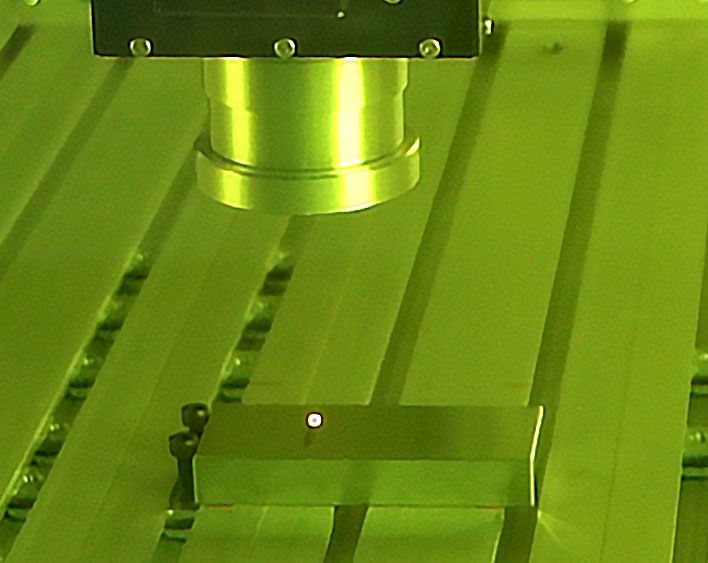
レーザ焼入れの概要
レーザ焼入れとは、高エネルギー密度のレーザ光を、鋼部品の表面に照射し、急速に加速させ、内部への熱伝導による自己冷却により、マルテンサイト組織へと変態し、表面硬化させる技術である。
高周波焼入れやフレームハード(火炎焼入れ)などと同じ部分焼入れの分野に入るが、より精密な焼入れを得意としている。
【特徴】
レーザ焼入れは高周波焼入れや火炎焼入れといった他の焼入れ方法と比較し、水や油などの冷却材が不要で短時間かつ部分的に熱処理することができます。
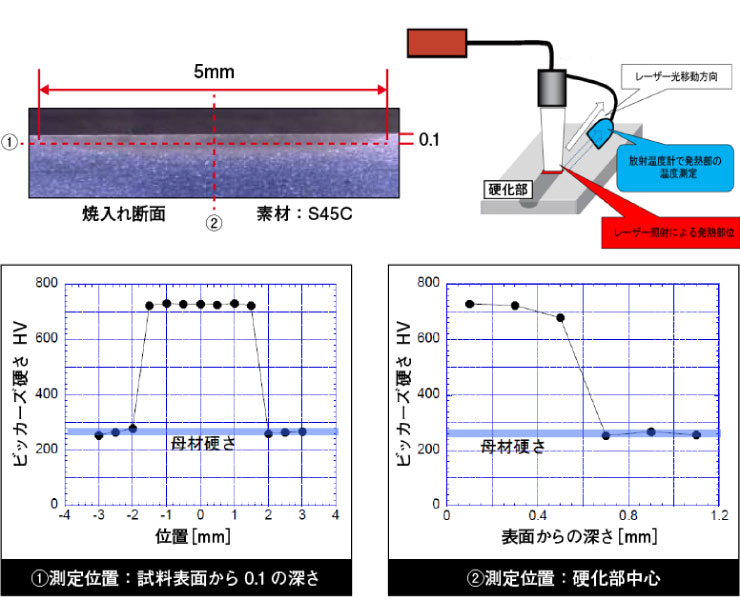
レーザ焼入れ部の組織構造
以下のグラフは、レーザ焼入れ後の表面近傍についてビッカース硬さを測定した結果です。
焼入れ箇所では、一様なマルテンサイト組織に変化し、700HV以上の高い硬度を有しています。
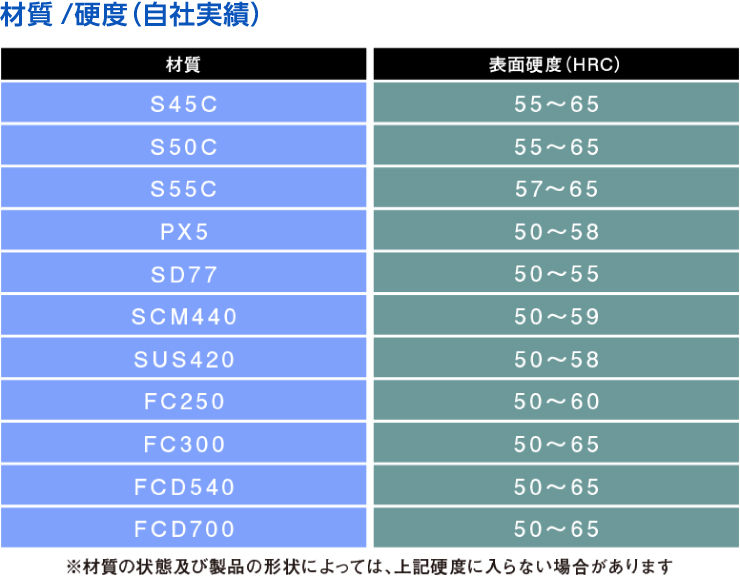
レーザ焼入れ硬度
対象鋼種の含有する炭素量によって、レーザ焼入れ後の硬さが変化します。
レーザ焼入れ後のそれぞれの硬さの一覧を以下の表に示します。
レーザ焼入れの活用事例
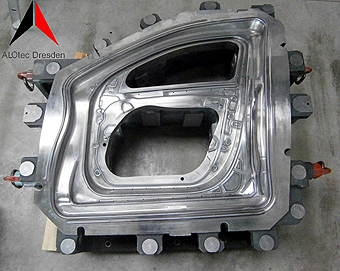
① 自動車部品大物プレス金型コスト削減
| 型名 |
ドアインナープレス金型 |
| 材質 |
FC300 |
| 焼入れ部位 |
ビード部およびダイR全て |
| 焼き入れ硬度 |
HRC58~63 |
改善効果
コスト削減
-
型材質をFCD600からFC300へ変更。材料コストを約20%(当社仕入価格比)削減。
-
ビード部の工程変更によるコスト削減。ビードR部はカジリ・焼付き対策として、Tig溶接による硬化肉盛りを行い切削加工後、仕上げ磨きを行っていた。レーザ焼入れによりTig溶接・切削加工工程を除くことができ、大幅な工程短縮を行う事ができた。
不具合低減
ダイR部硬度不良改善。従来ダイRは、火炎焼入れによる焼入れをおこなっていたため、硬度不良、クラック、溶融等の不具合が発生していた。レーザ焼入れにより硬度が均一な焼入れとなった。
耐久性向上
表面処理の耐久性向上。表面処理には、硬質クロムめっきを施している。通常5~7万ショットで、再めっき処理をおこなうが、10万ショット以上生産できるようになった。これは母材の強度が向上し、めっき被膜と素地が破壊(凝集破壊)される現象が改善された為である。
② 絞り金型可動入子の焼付き対策(捨て焼入れ)
| 型名 |
ステー絞り金型 |
| 材質 |
SKD-11 |
| 焼入れ部位 |
可動入子摺動面 |
| 焼き入れ硬度 |
HRC50~55 |
冷間金型用高合金工具鋼(SKD-11)へのレーザ焼入れについて、SKD-11の炭化物はクロムを含む合金炭化物成分。多量の炭素・クロムを含む合金工具鋼は、加熱領域で炭素が溶け出しすぎると残留オーステナイトが多量に生成され、良好な硬度がえられない。特に表層部は、軟化しやすい。そのため、レーザ出力および照射スピード等の調整が重要であるが、レーザ焼入れには、適した材質ではない。
改善効果
トライ時間の短縮
絞り金型は、製品絞り形状の調整をおこなうためにトライの段階では、鋼材への焼入れはおこなっていない。そのため、可動入子の焼き付きが問題となっていた。可動入子の摺動面へレーザ焼入れ(捨て焼入れ)をおこなった結果、焼き付きは解消されトライ時間を大幅に短縮することができた。トライ後は、通常の真空焼入れをおこなう
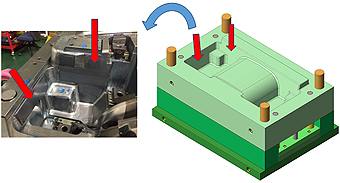
③ 樹脂金型の焼付き対策
| 型名 |
モール樹脂金型 |
| 材質 |
S55C |
| 焼入れ部位 |
ロッキングブロック合せ面、可動入子摺動面 |
| 焼き入れ硬度 |
HRC58~62 |
改善効果
コスト削減
金型ベースに彫り込まれたロッキングブロックおよび可動入子の摺動面へレーザ焼入れをおこなった。従来では、火炎焼入れにより硬化処理をしていたが、硬度のばらつきや歪み・変形の修正加工が必要であった。レーザ焼入れ処理後は、酸化被膜をペーパー除去する程度の仕上げで、修正加工の調整は不要となりコスト削減する事ができた。
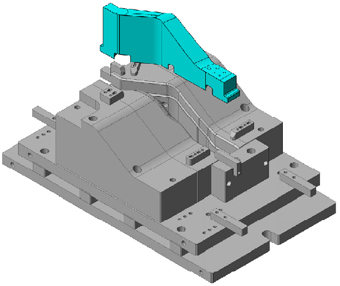
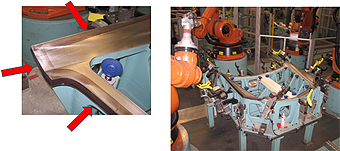
④ ローラーヘミング金型コスト削減
| 型名 |
ルーフローラーヘミング金型 |
| 材質 |
FCD600 |
| 焼入れ部位 |
ヘム折り面全周 |
| 焼き入れ硬度 |
HRC56~62 |
改善効果
コスト削減
従来は、火炎焼入れにより硬化処理をした後、歪み・変形を切削加工により修正していた。焼入れ後の歪みが、0.1mm以下であれば切削加工が不要である。図17のヘミング金型は、空洞部が多く焼入れ時に発生する応力により、歪み・変形が起こる。通常の条件でレーザ焼入れをおこなうと、0.3mm程度の歪みが生じる。レーザ出力条件の調整と専用治具の製作をおこないテストを行った結果、歪みを0.1以下に抑えることができた。よって、歪み・変形を修正する切削加工が不要となり大きなコスト削減となった。

 詳細はこちら
詳細はこちら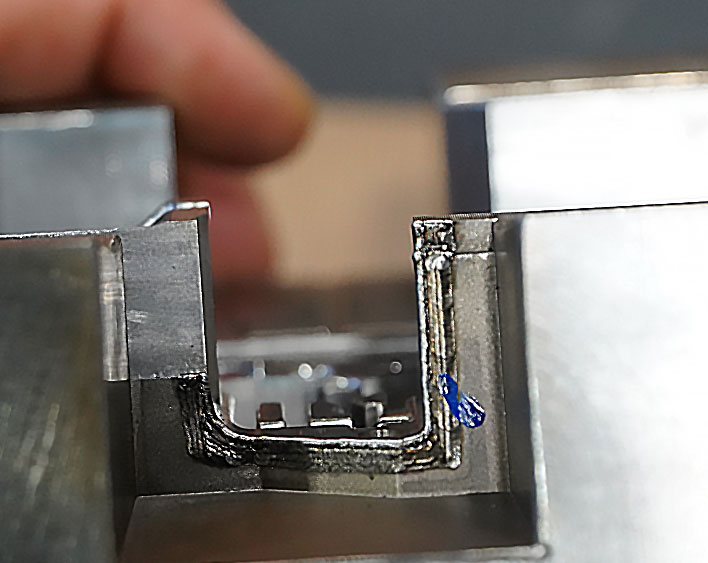 詳細はこちら
詳細はこちら 詳細はこちら
詳細はこちら 詳細はこちら
詳細はこちら 詳細はこちら
詳細はこちら